Автоматический кромкооблицовочный станок KDT KE-396JB
Особенности модели KDT KE-396JB
- Узел профилирования детали: прямой участок + наклонный участок
- 2-а узла фрезерования свесов кромки
- Радиусная и плоская цикли
- Полировка с осцилляцией
- Прижимная лента вместо роликов
- Скорость: 12-20 м/мин
- Пульт управления с дисплеем 10 дюймов
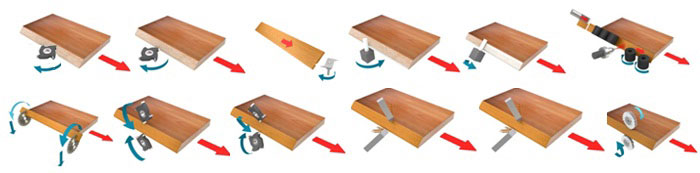
Схема обработки
- Скорость подачи 12-20 м/мин;
- Встроенное управление по путевым точкам для бесконтактного управления обрабатывающими агрегатами (на станке установлен Энкодер);
- Программирование технологических перерывов нагрева клеевой ванны;
- Индивидуальный частотный преобразователь для каждого рабочего узла;
- Освещение в защитной кабине;
- Для безопасности станок оборудован электронной системой блокировки двери кабины;
- Механизм подъема/опускания прижимной траверсы оснащен электроприводом, что обеспечивает быструю и точную установку на необходимую толщину детали;
- Базирующая линейка с цифровым счетчиком гарантирует быстрый и точную установку необходимого съема на детали во время фрезерования на узле прифуговки;
- Пневматическая шторка на клеенаносящем валу, предостерегает его от загрязнения;
- Регулировка передних и задних свесов кромки с панели управления (минимальные свесы 3-5 мм. на сторону).
Станина кромкооблицовочного станка KDT KE-396JВ имеет форму жесткого короба с необходимыми ребрами жесткости, что гарантирует точное расположение всех узлов в течении всего срока эксплуатации.
После сварки, для снятия внутренних напряжений, станина отжигается в специальной печи и затем обрабатывается на тяжелом портальном фрезерном центре за одну установку.
Перед покраской станины проходят через специальные ванны для обезжиривания поверхности и затем поступают в автоматическую камеру порошковой окраски.
Управление станком осуществляется с помощью специального пульта оборудованным промышленным дисплеем с системой «Touch screen» на базе промышленного ПК.
Значки включения/выключения узлов и агрегатов на дисплее интуитивно понятны и не требуют специальных навыков для работы на станке.
Пульт управления русифицирован.
Узел предварительного фрезерования торца детали перед приклеиванием кромки – оснащен двумя двигателями.
Прямая и коническая алмазные фрезы осуществляют обработку прямого и наклонного участка.
Каждый узел регулируется индивидуально.
Угол наклона контролируется по электронным счетчикам.
Клеевая ванна оснащена механизмом дозирования подачи клея.
Угол наклона клеевой ванны от 0-45°.
Узел предварительной обрезки кромочного материала осуществляет отрез кромки, подающейся из рулона с помощью ножа-гильотины.
Узел чистовой торцевой обрезки оснащен двумя высокочастотными электродвигателями.
Перемещение пильных узлов осуществляется по специальным линейным направляющим.
Узел оснащен системой автоматической смазки направляющих.
1-й Фрезерный узел состоит из двух высокочастотных электродвигателей оснащенных радиусными фрезами, которые позволяют обрабатывать кромочный материал толщиной 0,4 – 3,0 мм.
Окончательное фрезерование свесов осуществляется 2-м фрезерным узлом.
Второй узел циклевания оснащен двумя твердосплавными прямыми ножами (клеевая цикля), которые осуществляют обработку кромки в стыках с деталью.
Это операция удаляет излишки клея и микронеровности на швах в местах приклеивания кромки к детали.
Узел полировки осуществляет полировку обработанной части кромки, высокое качество достигается за счет системы осцилляции с приводом от пневматических цилиндров.
Для придания финишного блеска кромки установлен узел для нанесения полировальной жидкости.
Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления